















Статті
Стаття допоможе розібратися з особливостями сучасних систем відеоспостереження, їхньою специфікацією та іншими важливими нюансами.

Новий стандарт Wi-Fi нарешті досяг значимої популярності у всьому світі. На середину 2022 р. доступні уже десятки моделей ноутбуків та мобільних телефонів, домашніх та корпоративних бездротових точок доступу з підтримкою Wi-Fi 6/6E.

Вже котрий рік Siemon – лідер у сфері розробки, створення та виробництва якісних та високопродуктивних компонентів мережевої інфраструктури. Пропонуємо поглибитись в історію та подивитися на цікаву історію розвитку та становлення компанії, щоб переконатися в тому, що всі її успіхи не випадкові.

При проектуванні та побудові пасивних оптичних мереж доступу (PON) особливу увагу приділяють вибору пасивних оптичних компонентів. Ключовими елементами таких мереж є оптичні дільники (splitter). Правильний підбір параметрів, місце встановлення, вибір надійного постачальника забезпечують гнучкість, стабільне функціонування, подальшу масштабованість усієї мережі.
Запис звуку під час встановлення систем відеоспостереження стає все популярнішим.
Система контролю та управління доступом (СКУД) дозволяє автоматизувати функції охорони, пропускного режиму, спростити роботу бухгалтерського відділу та кадрової служби.

Дизайн витяжної втулки REELEX AIR відрізняєься від решти варіантів на ринку завдяки реально покращеним функціональним елементам її конструкції.
Сучасне телебачення відіграє ключову роль у розвитку світового соціуму. Згідно з проведеними дослідженнями, люди дивляться телевізор в середньому три години на день.
Світ сучасних гаджетів і комп'ютерів неможливий без обміну інформацією. Для комутації між собою або для підключення до мережі Інтернет ці пристрої використовують два види з'єднання — дротове і бездротове.


Оптична потужність джерел видимого випромінювання 650 нм, або на скільки реально «пробиває світилка»?
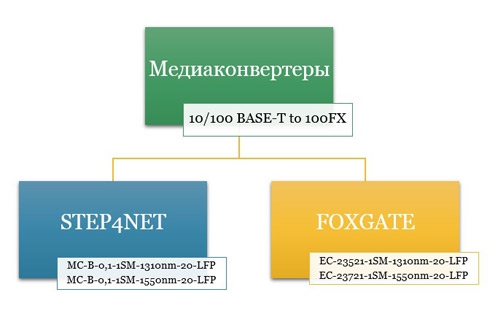
Основна мета статті - оцінити переваги та недоліки медіаконвертерів з функцією LFP.

Доброго дня!
Всі чули про оптичні волокна і кабелі. Немає потреби розповідати, де і для чого використовується оптика. Багато хто з вас зустрічається з нею по роботі, хтось розробляє магістральні мережі, хтось працює з оптичними мультиплексорами.

Знання деяких принципів легко компенсує незнання деяких фактів.
Гельвецій
Оптичні трансивери
В даний час застосування оптичних технологій при побудові телекомунікаційних мереж стало практично повсюдним. Кожен, хто мав справу з оптичним комутаційним або передавальним устаткуванням, стикався з роботою оптичних приймально-передавальних пристроїв - трансиверів (англ. Transceiver = transmitter + receiver).Ми приєдналися до бойкоту російської та білоруської продукції. Слава Україні!
We joined the boycott of russian and belarusian products. Glory to Ukraine!!
